.png)

Aménager une ligne d'assemblage performante : méthode et bonnes pratiques
Aménager une ligne d'assemblage performante : méthode et bonnes pratiques
Spécialistes du mobilier industriel sur mesure, nous concevons sous la marque Ergologic® des postes d'assemblage modulables, adaptés à toutes les typologies de lignes de production.
Une ligne d'assemblage mal conçue peut perdre jusqu'à 40 % de sa capacité théorique à cause de mauvais choix d'implantation, de postes non ergonomiques ou de flux mal pensés. À l'inverse, une ligne bien aménagée combine cadence élevée, qualité constante et conditions de travail respectées. Ce guide explique comment aménager une ligne d'assemblage performante en partant du diagnostic initial jusqu'à la mise en production.
Choisir la bonne typologie de ligne d'assemblage
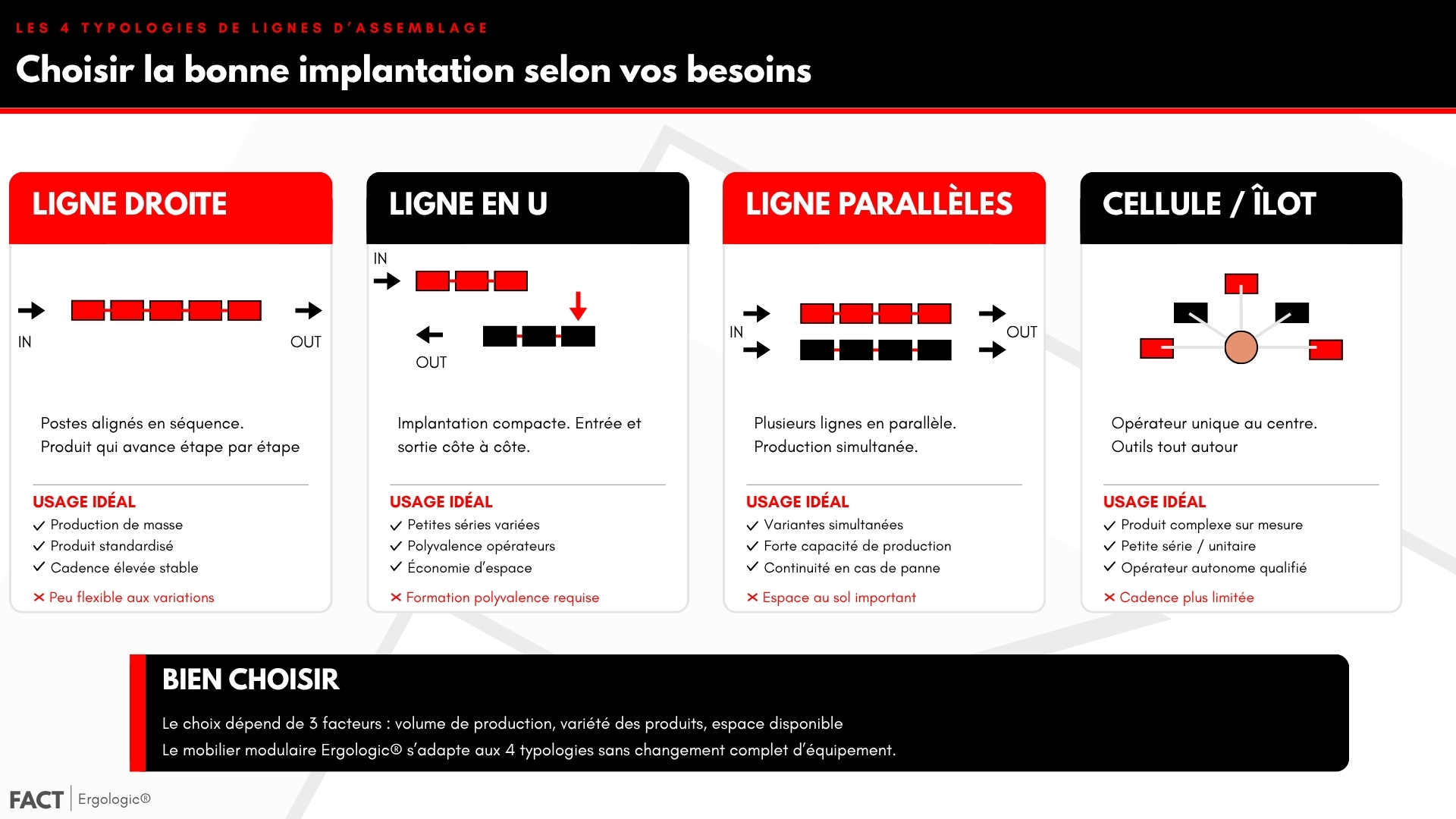
Avant tout choix d'équipement, il faut sélectionner le type de ligne adapté à votre activité. Aucune typologie n'est universellement supérieure : chacune correspond à un contexte de production particulier (volumes, variété des produits, espace disponible).
Ligne droite : production de masse standardisée
La ligne droite est la configuration historique de l'assemblage industriel, popularisée par Henry Ford dès 1913. Les postes sont alignés en séquence, et le produit avance étape par étape jusqu'à la sortie. C'est la solution la plus efficace pour la production de masse de produits standardisés à forte cadence.
Ses atouts sont la cadence élevée, la simplicité de gestion des flux, et l'efficacité des opérations répétitives. Sa principale limite est sa rigidité : adapter une ligne droite à un nouveau produit ou à une variation de volume demande un investissement important. C'est pour cela qu'elle convient surtout aux activités à fort volume et à faible variété, typiques de l'industrie automobile ou de l'électroménager.
Ligne en U : compacité et polyvalence
La ligne en U est une évolution moderne directement issue du Toyota Production System. Les postes sont disposés en forme de U, avec entrée et sortie de la ligne côte à côte. Cette configuration est devenue la référence dans le Lean Manufacturing, pour plusieurs raisons.
Premièrement, elle permet une polyvalence des opérateurs : un même opérateur peut couvrir plusieurs postes en pivotant simplement sur lui-même, ce qui équilibre la charge selon la cadence demandée. Deuxièmement, elle économise de l'espace par rapport à une ligne droite équivalente. Troisièmement, elle facilite la communication entre opérateurs, ce qui améliore la détection des défauts et la résolution rapide des problèmes.
La ligne en U est particulièrement adaptée aux petites et moyennes séries variées, là où la flexibilité prime sur la cadence pure. C'est la configuration que FACT recommande dans la plupart des cas pour ses clients PME industrielles.
Lignes parallèles et cellules indépendantes
Les lignes parallèles juxtaposent plusieurs lignes courtes qui produisent simultanément. Cette configuration convient aux activités qui doivent produire des variantes de produits en parallèle, ou qui veulent une continuité de production en cas de panne sur une ligne. Le revers de la médaille : l'espace au sol nécessaire est plus important, et la gestion des flux logistiques (alimentation, évacuation) devient plus complexe.
La cellule ou îlot est l'opposé d'une ligne : c'est un poste unique où un opérateur (ou un petit groupe) réalise l'intégralité de l'assemblage d'un produit, avec tous les outils et composants à portée de main. Cette configuration est idéale pour les produits complexes en petite série ou en unitaire, où la flexibilité totale est plus précieuse que la cadence. C'est notamment le choix de référence dans l'aéronautique haut de gamme et dans certaines productions automobiles premium.
Concevoir les postes d'assemblage individuellement
La typologie de ligne définit le squelette de l'organisation. Mais la performance réelle dépend ensuite de la qualité de conception de chaque poste pris individuellement. Un poste mal pensé crée à lui seul un goulot d'étranglement qui limite toute la ligne.
Les 7 zones fonctionnelles d'un poste optimisé
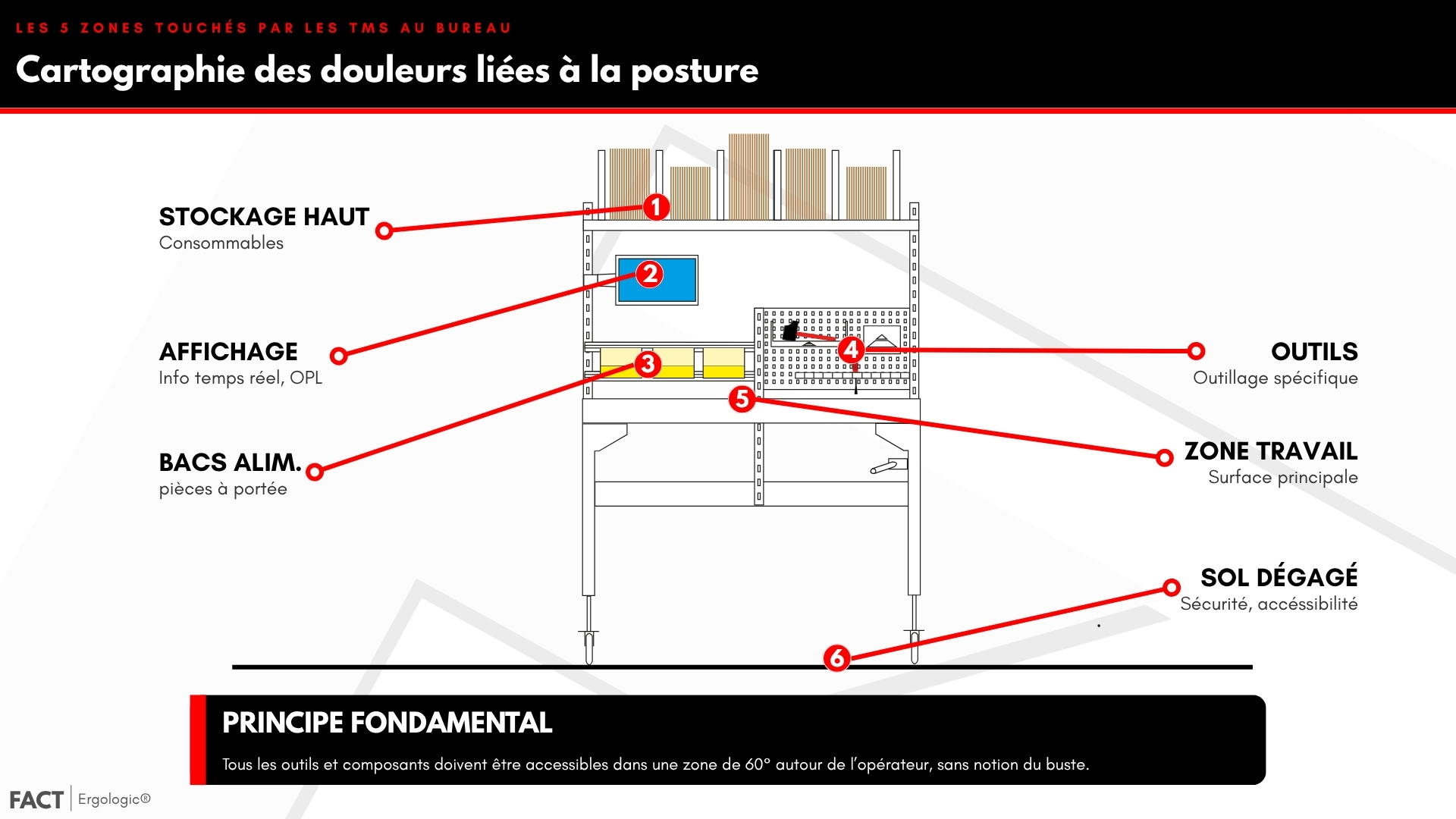
Un poste d'assemblage optimisé intègre 7 zones fonctionnelles qui doivent toutes coexister pour que la productivité soit au rendez-vous. Le diagnostic d'un poste existant consiste précisément à vérifier la présence et la qualité de chacune de ces zones.
La zone d'affichage regroupe les informations utiles à l'opérateur : ordre de fabrication, instructions, indicateurs en temps réel. Elle doit être positionnée à hauteur des yeux, sans gêner le geste. Le stockage haut (silo, étagère) accueille les consommables d'avance pour éviter les ruptures, sans encombrer le plan de travail principal.
Les bacs d'alimentation contiennent les pièces à monter, positionnés dans la zone des 60° autour de l'opérateur pour éviter toute torsion du buste. La zone de travail principale est la surface de plateau où s'effectue l'assemblage proprement dit. Les outils spécifiques (outillage manuel ou pneumatique) sont accrochés sur les montants perforés à portée immédiate. La zone de posture intègre l'ergonomie de l'opérateur : hauteur réglable, espace pour les jambes, repose-pied si nécessaire. Enfin, le sol dégagé garantit la sécurité, l'accessibilité et la facilité de nettoyage.
Le principe ergonomique fondamental
Le principe ergonomique fondamental d'un poste d'assemblage tient en une phrase : tous les outils et composants doivent être accessibles dans une zone de 60° autour de l'opérateur, sans rotation du buste ni élévation des bras. Tout ce qui sort de cette zone génère du Muda de mouvement et fatigue l'opérateur.
| Élément | Position recommandée | Bénéfice |
|---|---|---|
| Bacs de pièces fréquentes | Zone 0-30°, à portée directe | Préhension immédiate, zéro torsion |
| Outils utilisés en continu | Zone 0-30°, sur montants perforés | Saisie sans regard, geste réflexe |
| Bacs de pièces occasionnelles | Zone 30-60°, légère rotation | Acceptable pour usage rare |
| Consommables d'avance | Stockage haut (silo) | Réserve sans encombrement |
| Outils volumineux | Sous le plateau, accessible debout | Rangement sans gêne du travail |
Le mobilier modulaire Ergologic® de FACT permet précisément cette organisation : les montants perforés sur l'ensemble de la structure permettent de positionner bacs, supports d'outils et accessoires à la hauteur exacte requise pour chaque opérateur et chaque opération. C'est la base d'un poste qui respecte le principe des 60°.
Adapter le poste à la nature des opérations
Au-delà des principes généraux, chaque type d'opération d'assemblage a ses contraintes spécifiques. Un poste de vissage répétitif ne s'aménage pas comme un poste de soudure ou un poste de contrôle qualité.
- Vissage / serrage : équilibreur d'outil suspendu pour réduire les TMS poignets, table à hauteur réglable, support pièce.
- Soudure : extraction de fumées intégrée, plateau métallique, éclairage spécifique adapté à l'arc.
- Contrôle qualité : éclairage haute intensité, surface contrastée, instruments de mesure à portée.
- Câblage électrique : surface antistatique (ESD), bras articulé porte-outils, supports documents inclinés.
- Assemblage de précision : éclairage ponctuel, loupe binoculaire si nécessaire, plateau anti-vibration.
Méthode de déploiement : de l'analyse à la mise en production
Une fois la typologie choisie et les principes ergonomiques connus, vient l'étape la plus délicate : le déploiement opérationnel. Sauter ou bâcler une phase de la méthodologie expose à des dérives coûteuses qui s'installent durablement dans la ligne.
Phases 1 et 2 : analyse et conception
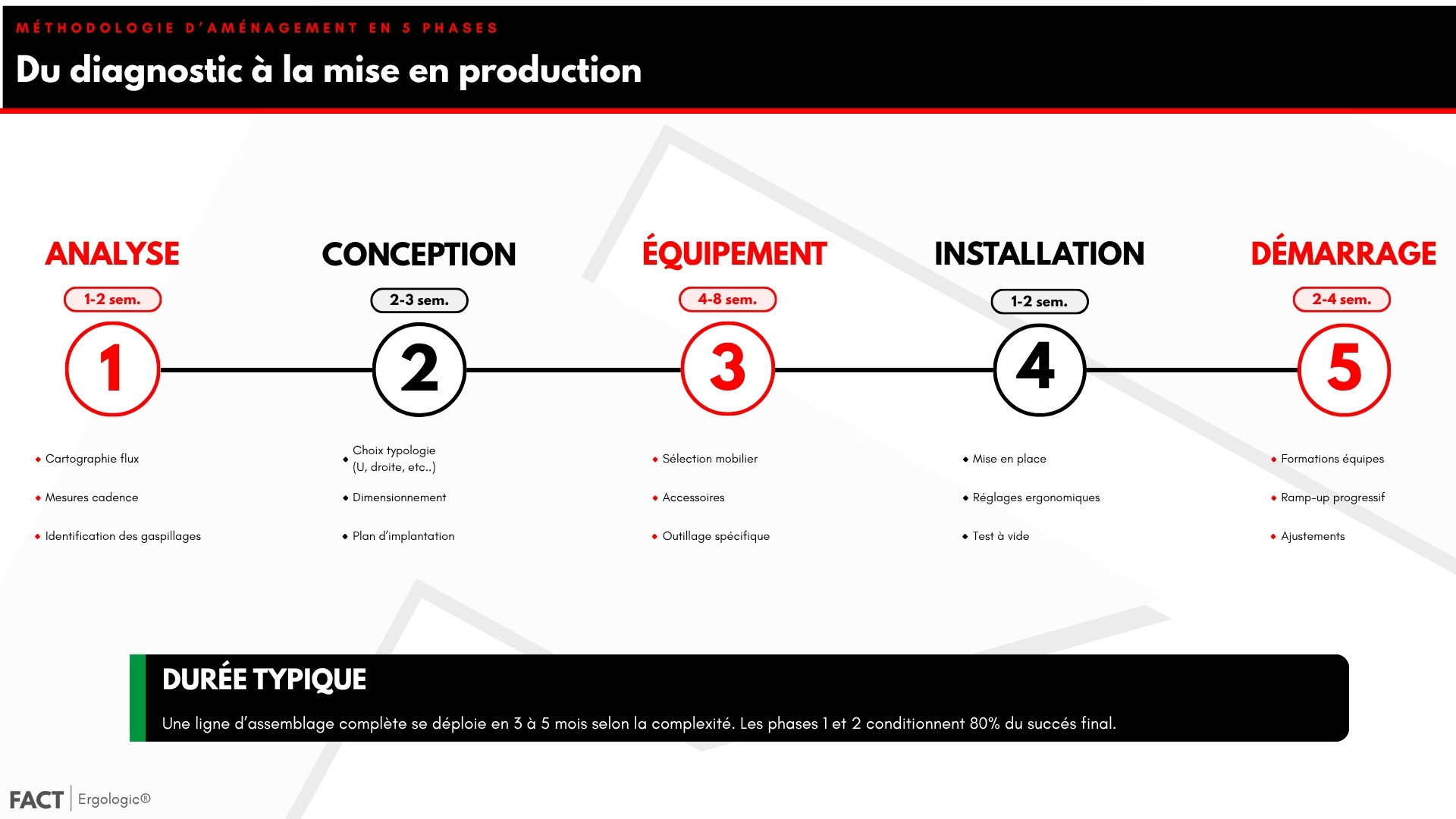
Les deux premières phases conditionnent 80 % du succès final. Pourtant, elles sont systématiquement sous-investies dans les projets pressés, ce qui se paie cher ensuite à la mise en production.
La phase d'analyse (1 à 2 semaines) cartographie l'existant : flux actuels, cadences, gaspillages, contraintes. Elle se base sur des observations terrain rigoureuses, complétées par des mesures de temps sur les opérations clés. Le livrable est une cartographie claire de la situation de départ et une liste hiérarchisée des opportunités d'amélioration.
La phase de conception (2 à 3 semaines) traduit ces opportunités en solutions concrètes : choix de la typologie de ligne, dimensionnement des postes, plan d'implantation, sélection préliminaire du mobilier. C'est lors de cette phase qu'il faut impliquer les futurs opérateurs de la ligne : eux seuls peuvent valider que les choix sont applicables dans la vie réelle de l'atelier.
Phases 3 et 4 : équipement et installation
La phase d'équipement (4 à 8 semaines, dépend du délai de fabrication) consiste à commander et réceptionner le mobilier et l'outillage. C'est le moment de privilégier des fournisseurs réactifs et capables de sur-mesure, car les ajustements de dernière minute sont fréquents.
FACT conçoit et fabrique ses postes Ergologic® en France à Dagneux, ce qui permet une réactivité élevée et la possibilité de modifier les configurations en cours de projet. C'est un atout déterminant face aux fournisseurs internationaux dont les délais sont incompressibles.
La phase d'installation (1 à 2 semaines) met physiquement en place la ligne. C'est aussi le moment des réglages ergonomiques précis poste par poste, et des premiers tests à vide (sans production réelle) pour valider le fonctionnement global.
Phase 5 : démarrage et ramp-up
La phase de démarrage (2 à 4 semaines) est la plus délicate. La ligne ne tourne jamais à sa cadence nominale dès le premier jour. Un ramp-up progressif est indispensable : on commence à 30-40 % de la cadence cible, on stabilise la qualité, puis on monte progressivement jusqu'à la cadence nominale.
Pendant cette phase, la formation des opérateurs est intensive : non seulement sur les gestes techniques, mais aussi sur la logique d'organisation de la ligne, les indicateurs à suivre, et les standards de qualité. Les premiers ajustements sont nombreux : un bac mal positionné, un éclairage insuffisant sur un poste, une cadence intermédiaire qui crée un goulot d'étranglement. C'est normal et même souhaitable : une ligne qui n'a pas besoin d'ajustements après démarrage est une ligne qui a été surdimensionnée par sécurité.
Au bout de quelques semaines, la ligne atteint sa cadence nominale et entre en régime stationnaire. La phase de démarrage est officiellement terminée, et la ligne entre en amélioration continue permanente.
Un projet de ligne d'assemblage ?
Notre bureau d'études vous accompagne du diagnostic à la mise en production, avec des postes Ergologic® conçus sur mesure.
Foire aux questions
Quelle typologie de ligne d'assemblage choisir entre ligne droite et ligne en U ?
Le choix dépend principalement de votre volume de production et de la variété de vos produits. Si vous produisez en grande série un produit standardisé (plus de
Produits recommandés


Partager cet article :