
.png)

Les 8 gaspillages du Lean (Muda) : identifier et éliminer
Les 8 gaspillages du Lean (Muda) : identifier et éliminer pour gagner en productivité
Spécialistes du mobilier industriel, nous concevons sous la marque Ergologic® des postes de travail conçus pour éliminer structurellement les gaspillages Lean les plus coûteux : mouvements inutiles, attentes, défauts qualité.
Sur une journée de travail moyenne, seuls 35 % du temps créent réellement de la valeur ajoutée. Le reste, ce sont les Muda, terme japonais désignant les gaspillages dans la philosophie Lean Manufacturing. Ce guide détaille les 8 catégories de Muda identifiées par Toyota, donne la méthode pour les détecter sur le terrain, et présente les leviers concrets pour les éliminer durablement.
Qu'est-ce qu'un Muda et pourquoi le traquer ?
Le concept de Muda (無駄) est l'un des piliers fondateurs du Toyota Production System. Il désigne toute activité qui consomme des ressources sans créer de valeur pour le client final. Identifier et éliminer ces gaspillages est l'objectif central du Lean Manufacturing.
Définition et origine du concept
Le terme Muda vient du japonais et signifie littéralement « inutile, gaspillé ». Il a été conceptualisé par Taiichi Ohno, ingénieur chez Toyota, dans les années 1960. Sa conviction fondatrice : la performance industrielle ne vient pas d'opérateurs qui travaillent plus, mais de l'élimination de ce qui les empêche de travailler efficacement.
Initialement, Ohno avait identifié 7 catégories de Muda. La 8e (sous-utilisation des compétences humaines) a été ajoutée par les théoriciens du Lean occidentaux dans les années 1990, qui considéraient à juste titre que le gaspillage de talent était au moins aussi coûteux que les autres. C'est cette version à 8 Muda qui fait aujourd'hui référence dans la pratique industrielle, popularisée par l'acronyme mnémotechnique TIMWOODS.
L'impact des Muda sur votre productivité
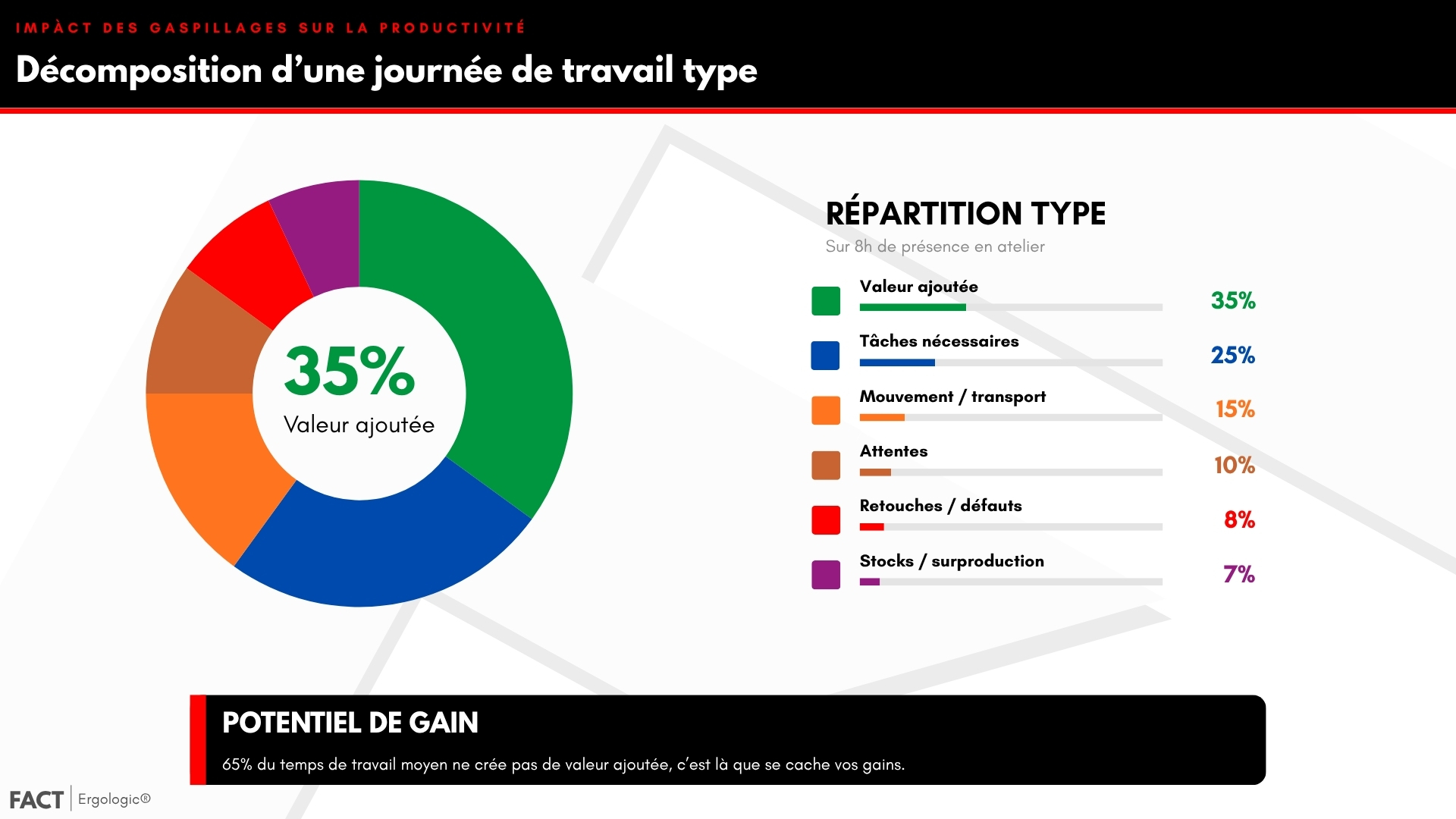
Sur la base des analyses terrain du secteur industriel, la répartition moyenne du temps de travail en atelier se décompose comme suit. C'est précisément cette répartition qui justifie l'investissement dans une démarche Lean structurée.
Les chiffres parlent d'eux-mêmes : 65 % du temps de travail ne crée pas de valeur ajoutée pour le client final. Sur ces 65 %, une partie (environ 25 %) correspond à des tâches nécessaires mais à valeur ajoutée nulle (contrôles obligatoires, déplacements minimaux, etc.). Les 40 % restants sont des gaspillages purs, théoriquement éliminables.
Concrètement, pour un atelier de 10 opérateurs, cela représente l'équivalent de 4 opérateurs à temps plein qui ne créent aucune valeur. C'est la magnitude réelle de ce qui est en jeu. Aucun investissement en automatisation ou en augmentation d'effectifs ne donne un ROI comparable à l'élimination méthodique des Muda.
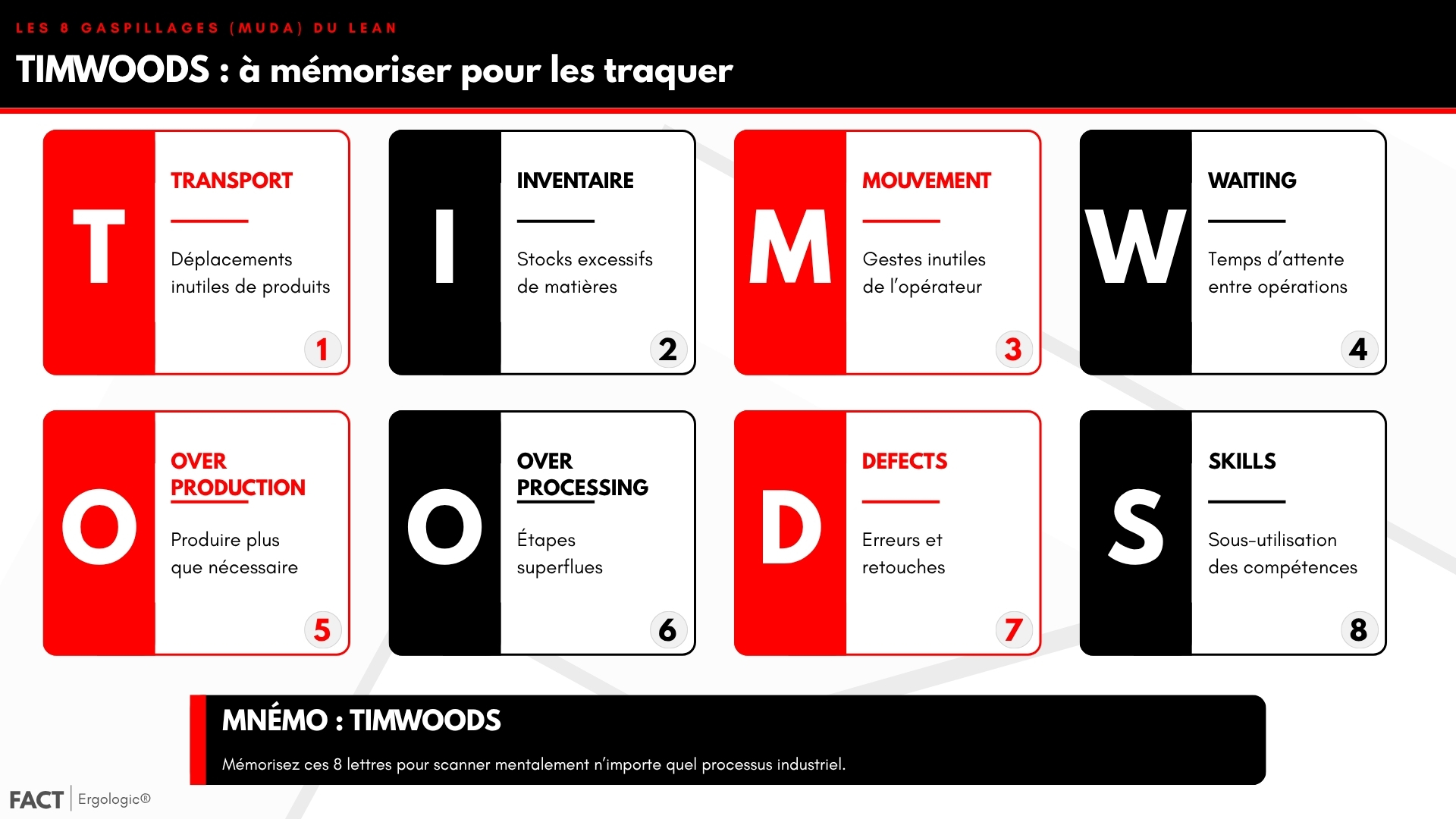
Les 8 gaspillages détaillés : TIMWOODS
L'acronyme TIMWOODS permet de mémoriser les 8 catégories de Muda et de les scanner mentalement sur n'importe quel processus. Chaque lettre désigne une famille de gaspillage avec ses signes d'identification propres et ses leviers d'action spécifiques.
Transport, Inventaire et Mouvement : les Muda physiques
Le Transport (T) désigne tout déplacement de produits ou de matières qui n'ajoute pas de valeur. Un produit qui traverse trois fois l'atelier au cours de sa fabrication subit du transport gaspilleur. Les causes typiques : implantation mal pensée, postes éloignés, manque de proximité entre étapes successives. Le levier d'action : repenser l'implantation en flux continu, rapprocher physiquement les opérations qui se succèdent.
L'Inventaire (I) regroupe tous les stocks excessifs : matières premières, en-cours de production, produits finis. Chaque stock immobilise du capital, occupe de l'espace, cache des défauts qualité et ralentit les flux. Le levier : réduire les tailles de lots, mettre en place des flux tirés (Kanban), supprimer les sécurités excessives.
Le Mouvement (M) désigne les gestes inutiles de l'opérateur lui-même, à distinguer du transport (qui concerne les produits). Tourner le buste, se baisser, étirer le bras pour atteindre un outil mal placé : tout cela fatigue, ralentit et favorise les TMS. Le levier : réorganiser le poste de travail pour que tout soit accessible en zone de 60° autour de l'opérateur, sans rotation ni étirement.
Waiting, Overproduction et Overprocessing : les Muda de flux
Le Waiting (W) ou attente regroupe tous les moments où le travail s'arrête sans raison productive. Attente de matière, attente d'une validation, attente d'un outil partagé : chaque minute d'attente est une minute de capacité productive perdue. Le levier : synchroniser les flux, supprimer les goulots d'étranglement, anticiper les approvisionnements.
L'Overproduction (O1) est le pire de tous les Muda selon Ohno, car il en génère plusieurs autres. Produire plus que la demande crée du stock, qui nécessite du transport, qui occupe de l'espace, qui cache des défauts qualité. Le levier : produire en flux tiré uniquement en réponse à une demande réelle, jamais « pour faire tourner » ou « par sécurité ».
L'Overprocessing (O2) désigne les étapes de fabrication superflues qui n'apportent rien au client. Un contrôle redondant, un polissage trop poussé, une étape historique qui ne correspond plus aux spécifications actuelles : autant de gaspillages. Le levier : questionner systématiquement chaque opération pour vérifier qu'elle correspond à une exigence client réelle.
Defects et Skills : les Muda d'erreurs et de talent
Les Defects (D) sont les erreurs, retouches et rebuts. Chaque défaut multiplie le coût : matière perdue, temps de fabrication initial gaspillé, temps de reprise ou de mise au rebut, image qualité dégradée. Le levier : conception robuste, contrôle au poste, dispositifs anti-erreur (poka-yoke).
Le 8e Muda, Skills (S), ou sous-utilisation des compétences humaines, est le plus subtil et probablement le plus coûteux. Quand un opérateur expérimenté n'est pas consulté sur les améliorations possibles de son poste, c'est une mine d'or qui reste inexploitée. Le levier : impliquer les opérateurs dans les démarches d'amélioration, valoriser les suggestions, former pour développer la polyvalence.
Comment détecter et éliminer les Muda sur le terrain
Identifier les Muda théoriquement est facile. Les repérer concrètement dans son propre atelier demande une méthode rigoureuse, car l'œil s'habitue aux gaspillages routiniers et finit par ne plus les voir. Plusieurs outils Lean structurent cette détection.
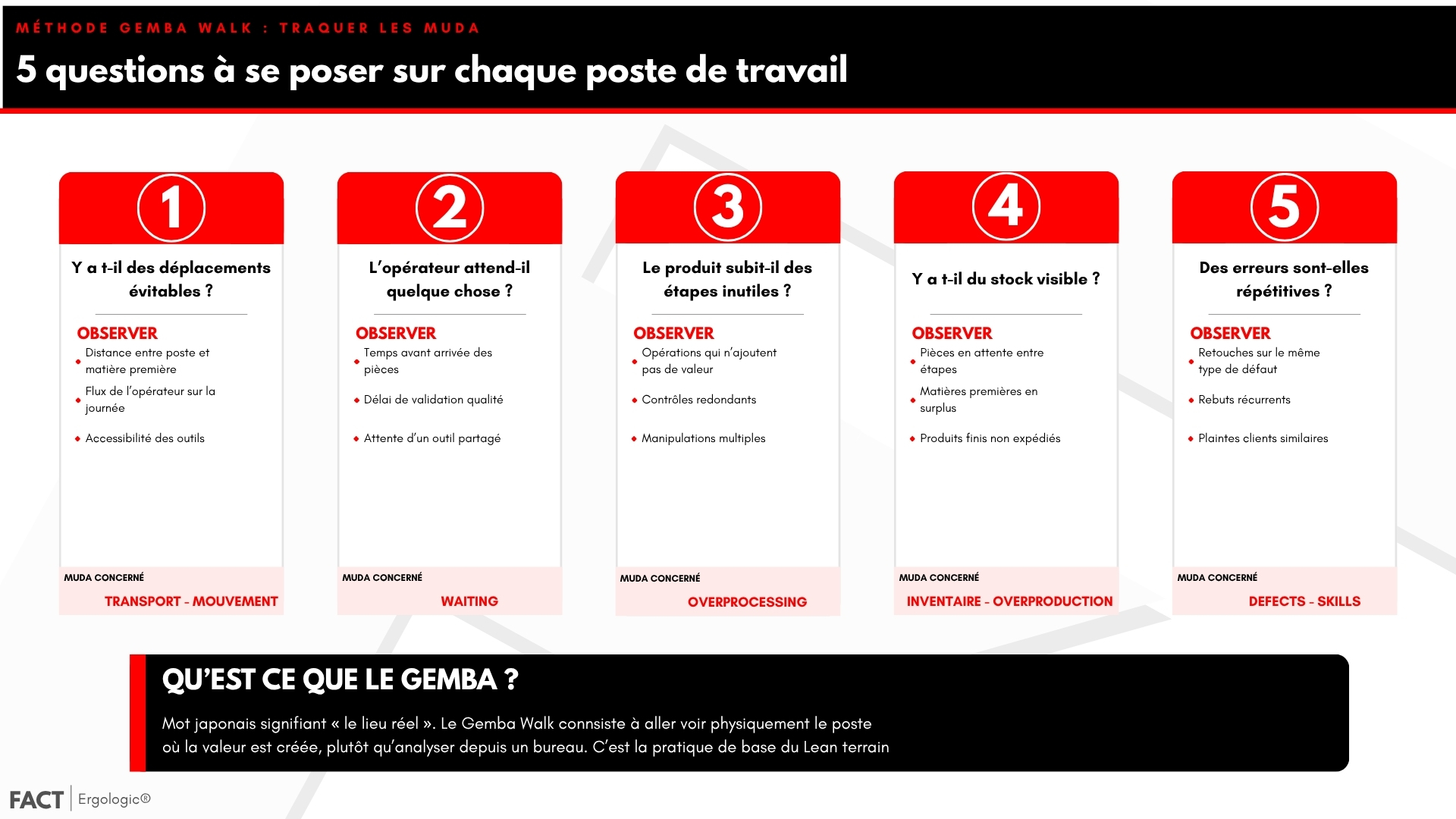
La méthode du Gemba Walk
Le Gemba Walk (« la marche sur le terrain » en japonais) est la pratique de base. Elle consiste à se rendre physiquement sur les postes, à observer et à questionner, plutôt qu'à analyser depuis un bureau. C'est la conviction fondatrice du Lean : la vérité se trouve sur le terrain, pas dans les indicateurs synthétiques remontés à la direction.
Un Gemba Walk efficace suit une grille de questions précises. Y a-t-il des déplacements évitables (Transport, Mouvement) ? L'opérateur attend-il quelque chose (Waiting) ? Le produit subit-il des étapes qui n'apportent rien (Overprocessing) ? Y a-t-il du stock visible entre les étapes (Inventaire, Overproduction) ? Des erreurs sont-elles répétitives (Defects, Skills) ? Cette grille systématique permet de ne rien manquer.
| Muda | Signe visible | Action corrective |
|---|---|---|
| Transport | Distances longues entre postes | Réimplanter en flux continu |
| Inventaire | Stocks visibles partout | Réduire les tailles de lots |
| Mouvement | Opérateur qui se retourne, étire | Réorganiser le poste, zone 60° |
| Waiting | Opérateur inactif, en attente | Synchroniser les flux amont |
| Overproduction | Production sans demande | Flux tiré, Kanban |
| Overprocessing | Étapes sans justification client | Questionner chaque opération |
| Defects | Bacs de retouches | Poka-yoke, contrôle au poste |
| Skills | Opérateurs jamais consultés | Impliquer dans l'amélioration continue |
Le rôle clé de l'aménagement du poste
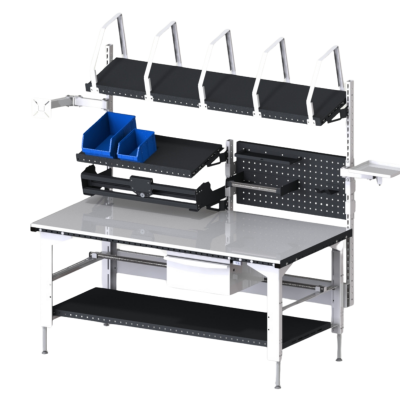
Sur les 8 Muda, au moins quatre sont directement liés à l'aménagement du poste de travail : Transport, Mouvement, Waiting et Defects. C'est pourquoi le mobilier industriel n'est pas une variable secondaire dans une démarche Lean : c'est un levier d'action de premier plan.
- Contre les Mouvements inutiles : un poste avec tous les outils accessibles dans la zone des 60° élimine les gestes inutiles à la source.
- Contre les Transports excessifs : un poste modulaire compact réduit les distances internes entre les opérations successives.
- Contre les Attentes : un stockage haut intégré (silo) permet de maintenir un en-cours minimum sans aller chercher en magasin.
- Contre les Defects : un poste ergonomique et bien éclairé réduit les erreurs liées à la fatigue ou à la mauvaise vision de la pièce.
Les postes Ergologic® de FACT sont conçus précisément pour ces enjeux : montants perforés pour adapter la position des outils à chaque opération, tables réglables en hauteur pour respecter l'ergonomie, stockage intégré pour réduire les déplacements.
Mettre en place une démarche d'amélioration continue
L'élimination des Muda n'est pas un projet ponctuel : c'est une démarche d'amélioration continue qui doit s'inscrire dans la durée. Trois pratiques structurent cette continuité.
Premièrement, les Kaizen Events : ateliers d'amélioration ciblés sur une zone ou un processus, mobilisant l'équipe sur 3 à 5 jours pour identifier et éliminer les Muda les plus visibles. Deuxièmement, le management visuel : indicateurs affichés en atelier, tableaux de bord visibles, célébration des progrès. Troisièmement, l'implication des opérateurs : système de suggestions valorisé, formations à la détection des Muda, reconnaissance des contributions.
Cette démarche transforme progressivement la culture de l'entreprise. Les opérateurs ne subissent plus les gaspillages, ils deviennent acteurs de leur élimination. C'est probablement le bénéfice le plus durable, car il rend la transformation auto-entretenue.
Votre démarche Lean a besoin de mobilier adapté ?
Nos équipes conçoivent des postes Ergologic® modulables qui éliminent structurellement plusieurs Muda à la fois.
Foire aux questions
Quel Muda est le plus coûteux à laisser perdurer ?
Selon Taiichi Ohno lui-même, l'Overproduction (surproduction) est le pire de tous les Muda, car il en génère mécaniquement plusieurs autres : stocks excessifs, transports supplémentaires, capital immobilisé, défauts qualité cachés. C'est la raison pour laquelle Toyota a structuré l'ensemble du TPS autour du flux tiré, justement pour éliminer la surproduction à la source.
Dans la pratique des PME industrielles, le Muda le plus présent est souvent le Mouvement (gestes inutiles de l'opérateur), parce qu'il dépend directement de l'aménagement du poste et qu'il est invisible aux yeux du management depuis un bureau.
Comment quantifier le coût des Muda dans mon entreprise ?
La quantification précise des Muda demande un audit terrain (Gemba Walk structuré) sur une zone représentative, complété par des mesures de temps sur quelques opérations clés. La comparaison entre le temps total passé et le temps à valeur ajoutée réelle donne le pourcentage de Muda dans l'activité.
En première approximation, sur les postes industriels non optimisés, on observe couramment 40 à 60 % de Muda sur le temps total. Cela représente plusieurs milliers d'euros par opérateur et par an dans la plupart des activités. Pour aller plus loin, consultez notre article sur la méthode 5S, qui s'attaque en priorité aux Muda physiques.
Combien de temps faut-il pour réduire les Muda visibles dans un atelier ?
Les premiers Muda éliminés se voient dès les Kaizen Events, souvent en 3 à 5 jours d'atelier dédié. Réduire structurellement le pourcentage global de Muda dans l'atelier prend en revanche plusieurs mois à un an, parce qu'il faut transformer à la fois l'aménagement physique, les processus, et la culture des équipes.
Les retours d'expérience montrent qu'une démarche Lean rigoureuse fait passer un atelier de 40-50 % de Muda à 25-30 % en 12 à 18 mois. C'est un effort structurant qui se rentabilise très largement, à condition d'être porté par le management dans la durée.
Produits recommandés


Partager cet article :

Articles similaires

Méthode 5S : guide pratique pour organiser votre atelier industriel
Découvrez la méthode 5S issue du Lean Manufacturing : les 5 pilliers, le déploiement étape par étape, et les résultats mesurables sur votre atelier
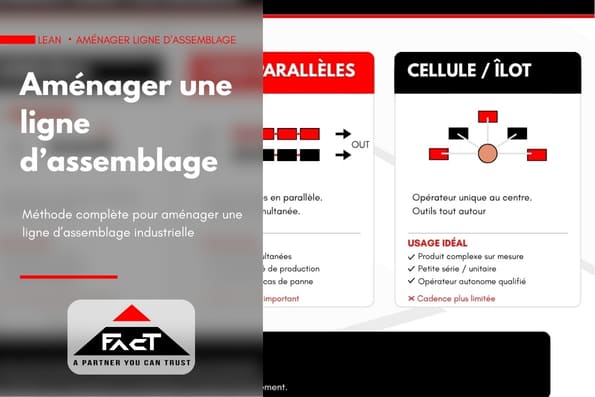
Aménager une ligne d'assemblage performante : méthode et bonnes pratiques
Méthode complète pour aménager une ligne d'assemblage industrielle : choix de la typologie, conception des postes, équipement de phase de déploiement.